
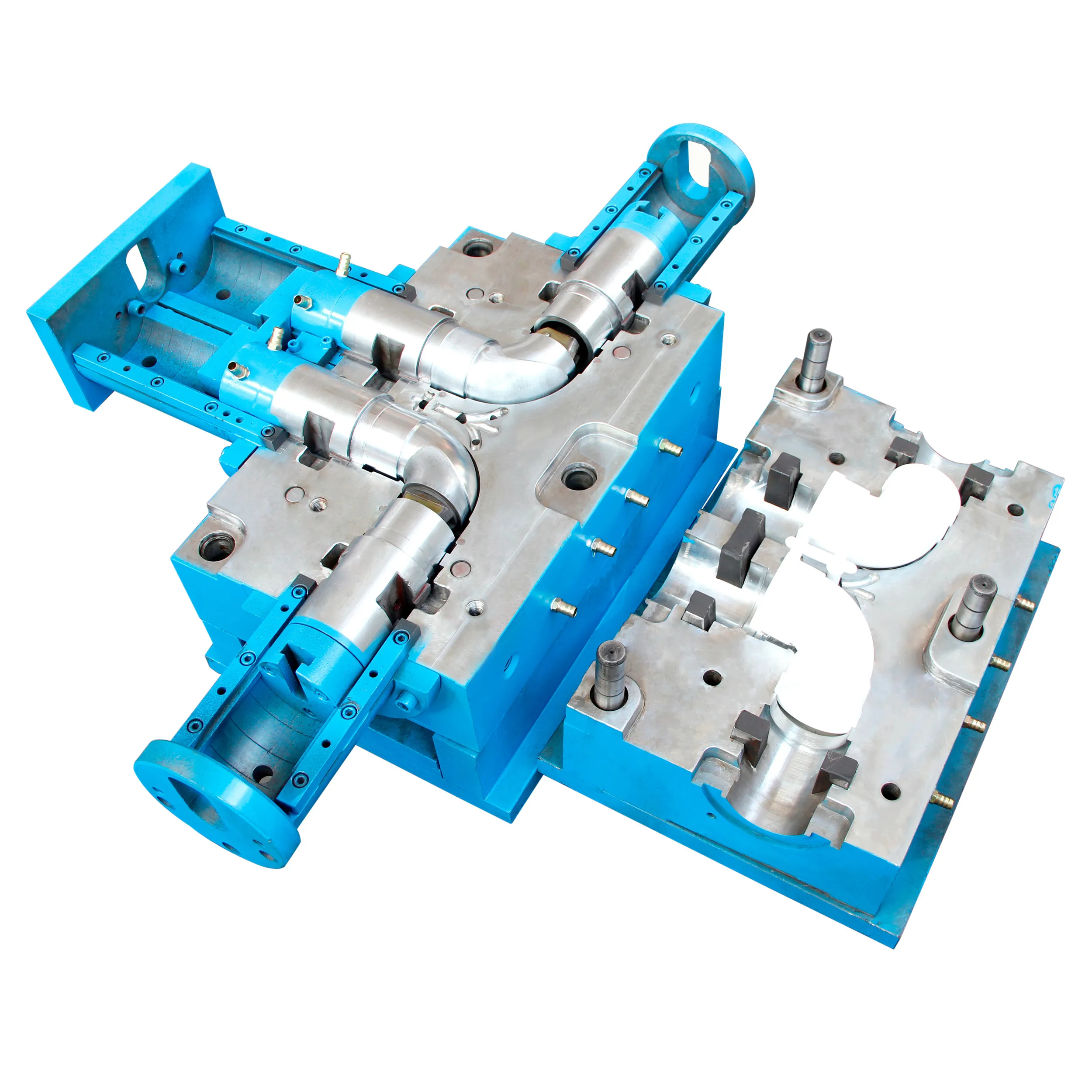
PVC Elbow 90 კარის მილების ფიტინგის ყალიბით
ყალიბის სახელი:PVC Elbow 90 კარის მილების ფიტინგის ყალიბით
ღრუ: 2 ღრუ
ფორმის ზომა: 75 მმ
ჩამოსხმის ფოლადი:Germany2316 china2316 or4cr13 ღრუს და ბირთვისთვის
კარიბჭე :პირდაპირი კარიბჭე
ფორმის სტრუქტურა: ზეთის ცილინდრი
ბირთვის/ღრმის სიმტკიცე: HRC 40-45° გრადუსი ვაკუუმური სითბოს დამუშავების შემდეგ
საინექციო ჩამოსხმის მანქანა: 320 ტ
პვკ ინექციის პრობლემა და გამოსავალი
1. მასალის ნაკლებობა: ფენომენი, რომ ყალიბი ვერ ივსება, ხშირად ჩნდება საინექციო მილების ფიტინგების პროცესში. როდესაც საინექციო ჩამოსხმის მანქანა ახლახან დაიწყო მუშაობა, ჩამოსხმის ტემპერატურის გამო ძალიან დაბალია, PVC მდნარი მასალის სითბოს დაკარგვა დიდია, ადვილად წარმოიქმნება ადრეული გამაგრება, ფორმის ღრუს წინააღმდეგობა დიდია და მასალა არ შეიძლება შეივსოს ყალიბის ღრუში. ეს ფენომენი ძალიან ნორმალურია, მაგრამ ასევე დროებითი, ციფრული მოდელის უწყვეტი ინექციის შემდეგ ავტომატურად გაქრება. თუ ყალიბი მუდმივად ვერ ივსება, გაითვალისწინეთ შემდეგი სიტუაციები და გააკეთეთ შესაბამისი კორექტირება:
1: საინექციო მასალის ტემპერატურა დაბალია და სითხე ცუდია, ამიტომ გათბობის ტემპერატურა შეიძლება სათანადოდ გაიზარდოს მასალის პლასტიზაციისა და სითხის გასაუმჯობესებლად.
2: კომპლექტი საინექციო ჩამოსხმის ციკლი არის მოკლე, ან არასაკმარისი მასალა, შეიძლება იყოს შესაფერისი ინექციის დროის გასაზრდელად და გაზრდის ხსნარის რაოდენობას.
3: თუ დაყენებული წნევა ძალიან დაბალია ან ინექციის წნეხიდან შემაკავებელ წნევაზე გადაყვანის დრო ნაადრევია, ინექციის წნევა შეიძლება სათანადოდ გაიზარდოს ან შემაკავებელი წნეხიდან გადაქცევის დრო დარეგულირდეს.
4: ინექციის სიჩქარე დაბალია, ინექციის სიჩქარე შეიძლება სათანადოდ გაიზარდოს.
5: ნაკადის არხის სისტემის სტრუქტურის ზომა მცირეა, შეიძლება მიზანშეწონილი იყოს მთავარი, შუნტის არხის ან კარიბჭის მოცულობის გაზრდისთვის.
6: ყალიბის გამონაბოლქვი არ არის კარგი, შეიძლება მიზანშეწონილი იყოს კარიბჭის პოზიციის შესაცვლელად ან გამონაბოლქვის გასახსნელად.
7: თხელი კედლის შემავსებელი ფორმა რთულია, შეუძლია შეცვალოს პროდუქტის სტრუქტურა ან შეცვალოს კარიბჭე სისტემა.
 RELATED
RELATED
 RELATED
RELATED
ელფოსტა







 Whatsapp
Whatsapp ტელეფონი
ტელეფონი