
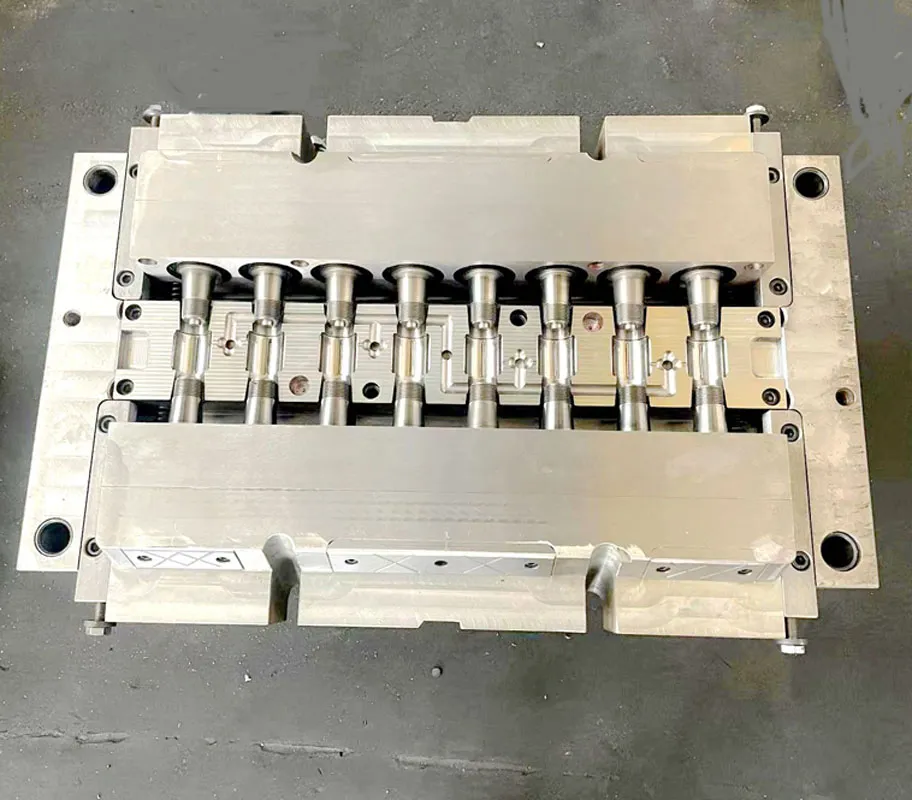
UPVC სოკეტის მილების მორგება Mold
ყალიბის სახელი:UPVC სოკეტის მილების მორგება Mold
ღრუ: 2 ღრუ
ფორმის ზომა: 110 მმ
ჩამოსხმის ფოლადი:Germany2316 china2316 or4cr13 ღრუს და ბირთვისთვის
კარიბჭე :პირდაპირი კარიბჭე
ფორმის სტრუქტურა: კამერა
ბირთვის/ღრმის სიმტკიცე: HRC 40-45° გრადუსი ვაკუუმური სითბოს დამუშავების შემდეგ
საინექციო ჩამოსხმის მანქანა: 320 ტ
Taizhou Huangyan Hong Jin mold Co., Ltd დაარსდა 2002 წელს. ჩვენ პროფესიონალები ვართ დიზაინში და ვაწარმოებთ მილების დამაგრების ყალიბს 23 წელზე მეტი ხნის განმავლობაში.
ჩვენ მოუთმენლად ველით თქვენთან ხანგრძლივ თანამშრომლობას.
ქვემოთ მოცემულია ძირითადი ინფორმაცია თქვენი მითითებისთვის.
სირთულეები PVC ფორმის დიზაინის ეტაპზე
კომპლექსური მორბენალი და კარიბჭის დიზაინი
სირთულე: PVC დნობას აქვს მაღალი სიბლანტე და ცუდი სითხე. იმისათვის, რომ ჩამოსხმის ღრუს ყველა ნაწილი (განსაკუთრებით თხელკედლიანი და დისტალური ნაწილები) ერთდროულად და ერთნაირად შევსოთ, გადამწყვეტი მნიშვნელობა აქვს ნაკადის არხის (მთავარი და განშტოების არხები) და კარიბჭის დიზაინს.
კონკრეტული გამოწვევები:
დაბალანსებული ნაკადის არხი: დარწმუნდით, რომ წნევის ვარდნა და ნაკადის დრო საინექციო ჩამოსხმის აპარატის საქშენიდან თითოეული ღრუს ბოლომდე თანმიმდევრულია, რათა თავიდან აიცილოთ ხანმოკლე ინექცია (არასაკმარისი შევსება) ან წნევის შეკავება (გადინება, მაღალი შიდა სტრესი).
კარიბჭის პოზიცია და ფორმა: კარიბჭის პოზიციის არასწორმა შერჩევამ შეიძლება გამოიწვიოს შედუღების ნიშნების გამოჩენა სუსტი წნევის მატარებელ ზონაში, რაც სერიოზულად იმოქმედებს მილის ფიტინგების აფეთქების წნევაზე. კარიბჭის ზომა ასევე ზუსტად უნდა გამოითვალოს. თუ ის ძალიან მცირეა, თხრილის დროს გამოიმუშავებს დიდი რაოდენობით სითბოს და მიდრეკილია დაშლისკენ; თუ ის ძალიან დიდია, გაგრილება ნელი იქნება, ციკლი გრძელი იქნება და კარიბჭის ამოღება რთული იქნება.
UPVC სოკეტის მილების მორგება Mold

ცივი მასალის ჭა და გამონაბოლქვი: PVC ადვილად გაგრილდება და ეფექტური ცივი მასალის ჭაბურღილი უნდა იყოს შექმნილი წინა ცივი მასალის დასაჭერად. ამავდროულად, რთული ღრუები მიდრეკილია გაზის ჩაკეტვისკენ და აუცილებელია გამონაბოლქვის გონივრული და საკმარისი ღიობების დაყენება, წინააღმდეგ შემთხვევაში შეიძლება გამოიწვიოს პრობლემები, როგორიცაა წვა (დაშლა) და მასალის ნაკლებობა.
ღრუს დიზაინი და შეკუმშვის სიჩქარის შეფასება
სირთულე: PVC-ის ჩამოსხმის შეკუმშვის სიჩქარე არ არის ფიქსირებული მნიშვნელობა და მასზე გავლენას ახდენს სხვადასხვა ფაქტორები, როგორიცაა ფისოვანი ხარისხი, ფორმულა (როგორიცაა შემავსებლის შემცველობა), პროცესის პარამეტრები (ტემპერატურა, წნევა) და ა.შ.
სპეციფიკური გამოწვევა: დიზაინერებმა უნდა მიანიჭონ შეკუმშვის სხვადასხვა სიჩქარე ყალიბის სხვადასხვა ნაწილს გამოცდილებისა და მასალების ღრმა გაგების საფუძველზე. მაგალითად, სქელი და თხელი ხორცის შეკუმშვის სიჩქარე განსხვავებულია, ასევე განსხვავებულია შეკუმშვის სიჩქარე დინების მიმართულებით და ვერტიკალური მიმართულებით. არაზუსტმა შეფასებამ შეიძლება გამოიწვიოს საბოლოო პროდუქტის განზომილებიანი გადახრები, განსაკუთრებით იმოქმედებს ძაფის შეერთების ზომაზე და მილის ფიტინგების ბუდეების ფიტინგების ზომაზე.
გაგრილების სისტემის დიზაინი
სირთულე: PVC არის სითბოს მგრძნობიარე მასალა, რომელიც ეფექტურად და თანაბრად უნდა გაცივდეს ფორმაში.
კონკრეტული გამოწვევები:
ერთიანი გაგრილება: მილის არარეგულარული სტრუქტურა და კედლის არათანაბარი სისქე იწვევს გაგრილების არათანმიმდევრულ სიჩქარეს. ნელი გაგრილების მქონე ნაწილები უფრო იკუმშება, რაც გამოიწვევს შეკუმშვის კვალს, დეფორმაციის დეფორმაციას და შიდა სტრესს.
წყალგაყვანილობის განლაგება: აუცილებელია გამაგრილებელი წყლის გზების მოწყობა ყალიბის ღრუს ზედაპირთან რაც შეიძლება ახლოს და დაბალანსებული ყალიბის კომპლექსურ ჩარჩოებსა და ბირთვებში, რაც გადამუშავების შესაძლებლობის უზარმაზარი გამოცდაა. არათანაბარი გაგრილება პირდაპირ იწვევს წარმოების გაფართოებულ ციკლებს და პროდუქტის მოსავლიანობის შემცირებას.
ჩამონგრევის სისტემის დიზაინი
სირთულე: PVC ფიტინგებს ჩვეულებრივ აქვთ შიდა ძაფები, ინვერსიული ბალთები ან რთული ნეკნების სტრუქტურები.
კონკრეტული გამოწვევები:
ბირთვის ამოღების მექანიზმი: კომპლექსური მოცურების ბლოკები, დახრილი ზედა ნაწილები და ბირთვის გამწევი სხვა მექანიზმები უნდა იყოს დაპროექტებული ჩამოსხმის მისაღწევად. ამ დაწესებულებების დიზაინი უნდა იყოს ზუსტი, საიმედო, გლუვი მოძრაობაში, ჩარევის გარეშე და ჰქონდეს საკმარისი ძალა და აცვიათ წინააღმდეგობა.
ზედა ამოღების ბალანსი: ზედა ქინძის განლაგება უნდა უზრუნველყოფდეს, რომ მილის ფიტინგები შეუფერხებლად და სინქრონულად არის ამოღებული. ნებისმიერმა დისბალანსმა შეიძლება გამოიწვიოს პროდუქტის გათეთრება, დეფორმაცია ან თუნდაც გატეხვა.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
ელფოსტა








 Whatsapp
Whatsapp ტელეფონი
ტელეფონი